




溶融亜鉛めっきは鋼材を溶かした亜鉛に浸し、表面に亜鉛の皮膜を作る技術である。塗装・電気めっき・溶射などと異なり、亜鉛と鉄との間にできた「合金層」は優れた密着性があり、また緻密な保護皮膜と亜鉛の鉄に対する特性防食性能により優れた耐食性を発揮しますので、長い年月を経てもめっきが剥がれることがないという特性を持つ。また、溶融亜鉛めっきには「保護皮膜作用」と「犠牲防食作用」という2つの大きな特徴がある。
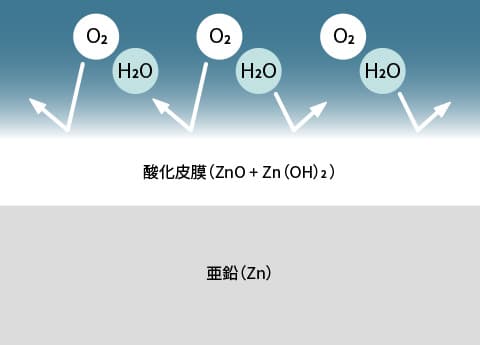
「保護皮膜作用」は、亜鉛めっきの表面にできる亜鉛の酸化皮膜が、空気や水を通しにく安定した性質を持っているため、めっき皮膜を保護する作用。
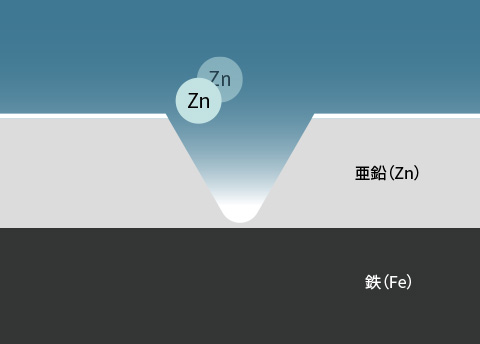
腐食を防ぐ「犠牲防食作用」は、亜鉛めっきに万一キズが発生し、素地の鉄が露出したとしてもキズの周囲の亜鉛が「鉄より先に溶け出して」電気化学的に保護するため、鉄を腐食させない作用。
溶融亜鉛めっきの作業工程は鉄鋼製品のさびを除く下地処理後に、亜鉛めっきをしたのち、仕上げる3つの工程から成る。さびを除くのに酸液を用い、450℃前後の溶けた亜鉛浴に浸漬し鉄・亜鉛の合金層と亜鉛浴からの亜鉛層とで被覆される、その後仕上げを行ない、完成品となる。
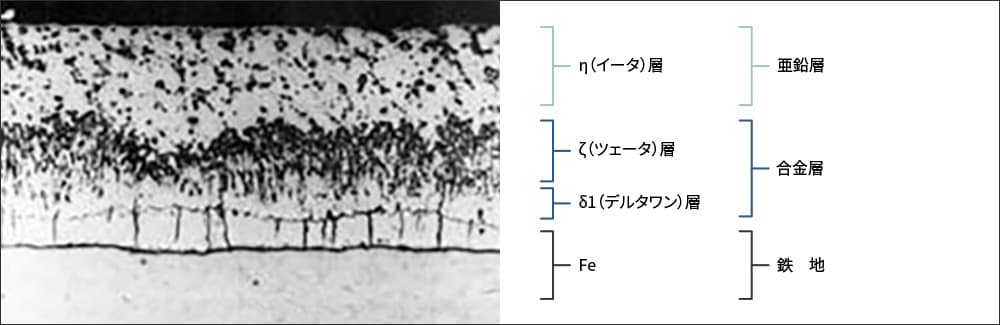
- δ1(デルタワン)層
- 通常めっき皮膜の最内部にある層で、緻密な組織を示し複雑な六方晶形の構造をしている。 靭性・延性に富んでいるのが特徴。合金中の鉄の含有量は6〜11%。
- ζ(ツェータ)層
- これは皮膜中最も顕著なもので、単斜晶系に属し柱状組織をしている。この結晶は他の層に比べると対称性が低くお互いの結合が強固ではないので比較的脆く、めっき後過酷な加工を受けるとここで亀裂を生じることがある。鉄の含有量は6%程度。
- η(イータ)層
- これは最上部の亜鉛層で、稠密六方晶系に属し軟らかく展延性に富み変形加工を受けても破れることはない。
- Life Cycle Costが他の防錆方法よりきわめて低い。
- 塗装より高耐食性である。(20年〜100年)
- 犠牲防食作用のため梱包・取り扱いが容易。
- 緻密な保護皮膜により腐食速度は鉄の1/10以下。
- 皮膜の密着力は皮膜の10倍以上。
- 内外面の隅から隅まで皮膜が形成される。
- 一般的な鉄の機械的強度に変化を与えない。
- 多種多様な鋼鉄製品に適用できる。
- 亜鉛めっきの上に塗装ができる。(着色・重防食)
- 納期が早く、天候に左右されることがない。
- コンクリートとの密着性が黒皮材と同等以上。
- 接合面のリン酸処理により高力ボルトが使用可能。